W107 500SL 06/1985
Restaurations-Abschnitt 2
2014 Motor Revision M117.962
|
Mitte Oktober 2014 war der Trockeneismann da und hat den ausgebauten Motor erstmal gereinigt, er hat allem in allem ca. 3 Stunden gebraucht und er hat das wirklich gut gemacht.
Ende Oktober habe ich dann mit meinem Motorenspezie eine Druckverlustmessung am ausgebauten Motor durchgeführt um festzustellen ob Zylinder, Kolben und Ventile überhaupt sind. Mein Spezi hat einen einfachen Tester mit einem zusäzlichen zweiten Manometer. Das eingebaute Manometer im Tester zeigt den Luftdrck des angeschlossenen Kompressors an, wir haben hier den Druck auf 5 Bar eingestellt. Das zweite Manometer wird am Ausgang des Testers angeschlossen und der abgehende Druckschlauch auf einem am Zündkerzengewinde einschraubbaren Adapter aufgesteckt. Der Kolben des zu testenden Zylinders muss auf OT des Verdichtungshubes stehen und in der Position am Motort fixiert werden. Das zweite Manometer zeigt den einströmenden Druck von 6 Bar an. Die Druckluft zwängt hier sich druckgemindert durch eine kalibrierte Bohrung und das Manometer hat einen grün gekennzeichneten Bereich. Wenn also viel mehr Luft abströmt als durch die Bohrung eintritt, dann sinkt die Anzeige unterhalb von diesem und zeigt damit einen Defekt an. Daumenregeln für Bewertung der Messung
Bei größeren Undichtheiten können die Fehlerquellen durch Feststellen des Luftaustritts ermittelt werden.
Nach dem Resultat dieser Prüfung, die zufriedenstellend ausgefallen war, der schlechteste Zylinder lag 13% Druckverlust, habe ich dann erst mal ein paar Tage über eine eventuelle Motorrevision unter diesen Gesichtspunkten im Rahmen der Restauraion Teil II nachgedacht. Der 500er V8 Motor Typ M117.962 ist eines der robustesten Triebwerke die es gibt. Meiner hat jetzt ca. 238.000 km gelaufen, das ist normalerweise für diesen Typ Motor nicht viel, aber eben 238.000 Km. Ich kenne Leute die haben mit ihren W126 500SE 357.000 und sogar bis 410.000 Km auf der Uhr - und das ohne Probleme und die denken nicht im Entferntesten an eine Revision. Im Grunde können die von mir aus denken und an ihren Autos tun was die wollen, jeder wie er es für richtig erachtet, ich nehme es zur Kenntnis und gut ist. Ich mache jetzt bei 238.000 Km Nägel mit Köpfen, egal was andere denken und sagen. Richtig, es gibt zumindest nach der bestandenen Druckverlustprüfung keine zwingende oder wirtschaftliche Notwendigkeit für eine Motor Revision, aber nun ist der Motor schon mal draussen und komplett "gestrippt - also werde ich diese Revision jetzt durchziehen. Ich habe dann letzten Donnerstag nach einem Gespräch mit dem Motoreninstandsetzer über die voraussichtlichen Arbeitsschritte, den Aufwand und die Kosten, die Entscheidung "pro" Revision getroffen. Am 26. November wurde der Motor dann abgeholt und wird erst mal komplett inklusive der Köpfe zerlegt. Da geht er hin der M117.962..................
Geplante Arbeiten am Motor:
Der M117.962 ist jetzt in der 1. Dezemberwoche schon mal auseinandergebaut worden. Auf den ersten Blick sah alles was da so offen war und lag nicht schlecht aus.
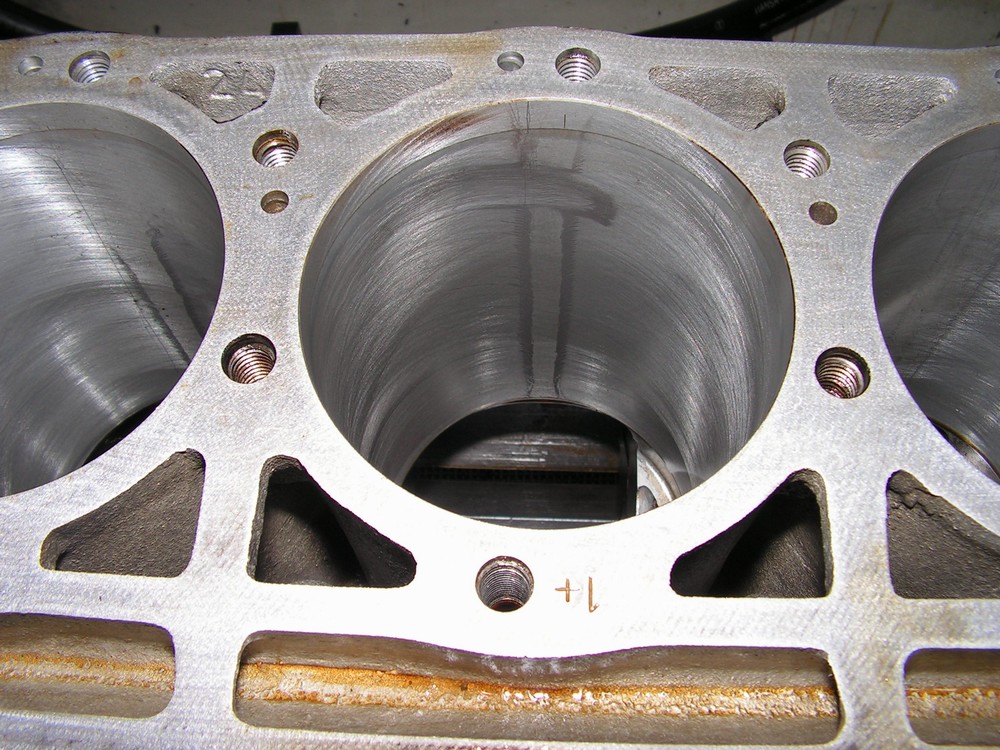
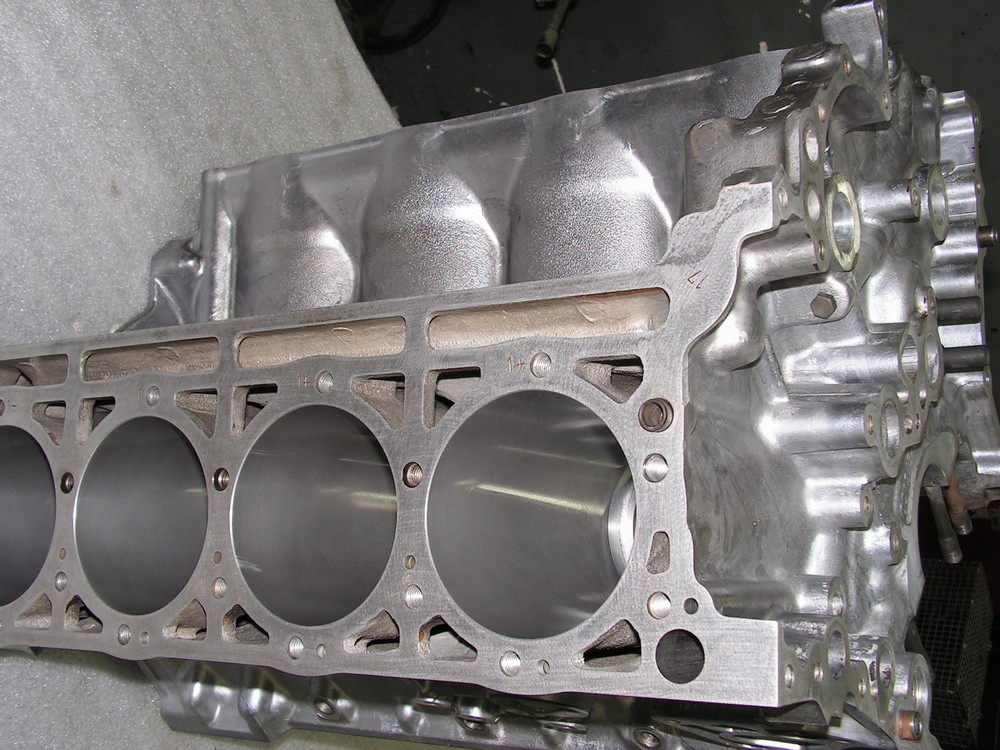
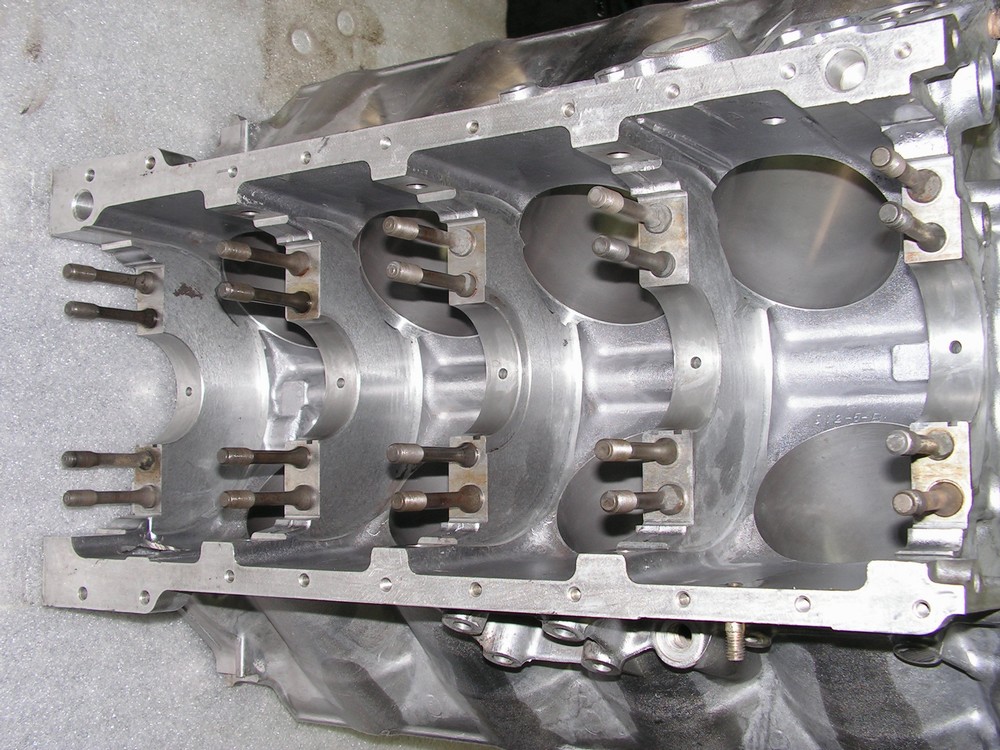
Der Block, also die Zylinder sahen für 238.000 Km Laufleistung eigentlich recht zufriedenstellend aus, keine groben Abnutzungsspuren wie Riefen, Kratzer oder so in den Laufflächen. Man konnte allerdings an allen Zylindern am OT und UT der Kolben, also ab da bis wohin maximal der erste Kolbenring sich vertikal in den Zylindern bewegt, einen minimalen Wulst fühlen, es gab also schon einen Verschleiß zwischen OT und UT. Das Kolbenspiel ist bei neuen oder frisch überholten Motoren liegt bei ca: 0,02 mm. Die maximale Verschleißgrenze liegt bei 0,10 mm Spiel, dann sollte man auf die erste Reparaturstufe gehen, gehonte Zylinder auf 97,00 mit neuen 96,98er Kolben. Die Vermessung ergab dann dass alle Zylinder schon grenzwertig im Toleranzbereich lagen, so ca. 0,06-0,07 mm gegen Null. Hier musste man also auf die erste Zylinder-Reparatusstufe von 97,00 mm mit 96,98 mm Kolben gehen. Aber nirgendwo gab es neue Kolben für die erste Reparaturstufe von 97,00 mm, weder bei MB noch bei Kolbenschmidt noch bei Mahle - also was tun? Ich fand nach längerem recherchieren nur noch einen Satz (8) Kolbenschmidt Kolben in der Grösse 97,48 mm - also die zweite Reparaturstufe. Es blieb uns nicht anderes übrig als die Zylinder jetzt auf 97,50 mm zu honen - also die zweite und letzte Reparaturstufe des Motorblocks. M117.962 V8 Motor, der Aluminium-Slizium Motorblock Hier ist der AluSil-Block fertig auf 97,50 mm gehont und spezial-poliert (silizium-geläppt).
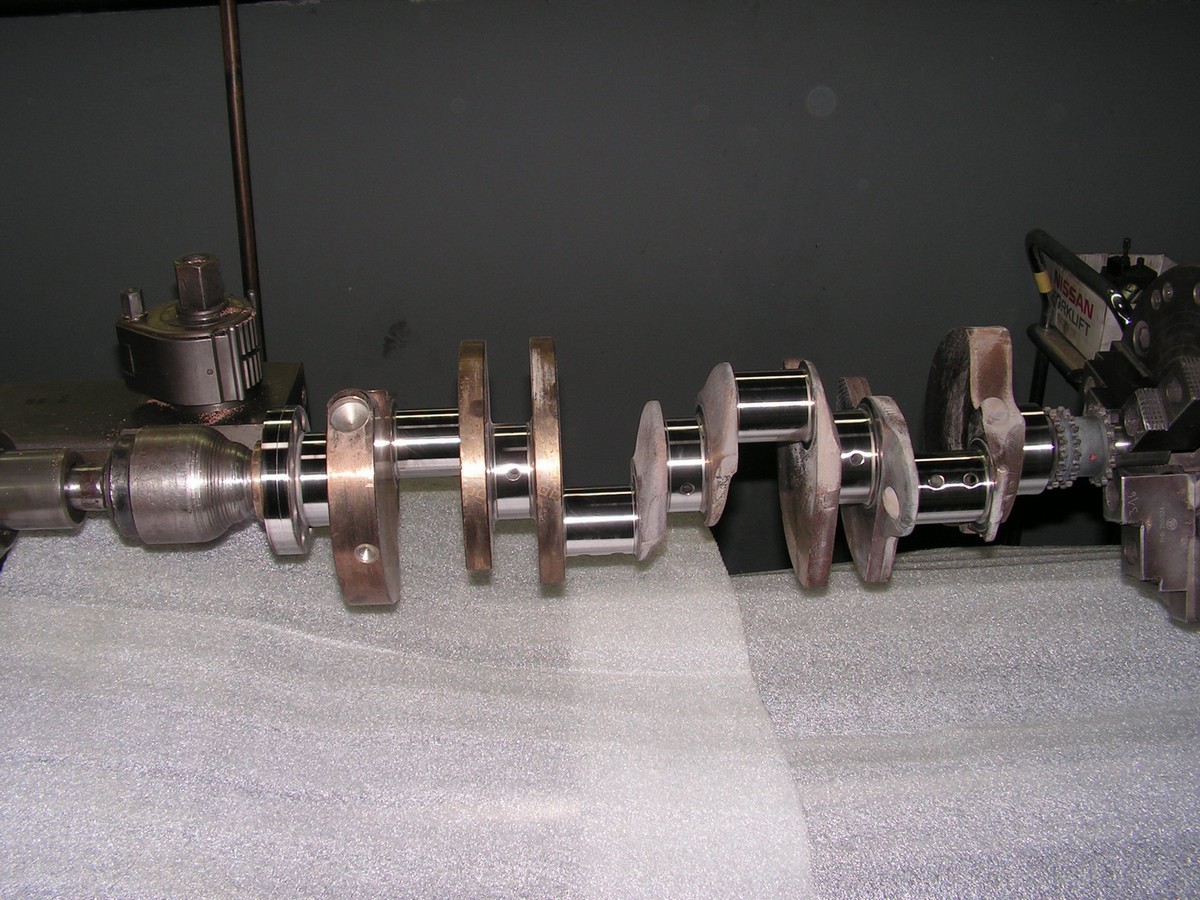
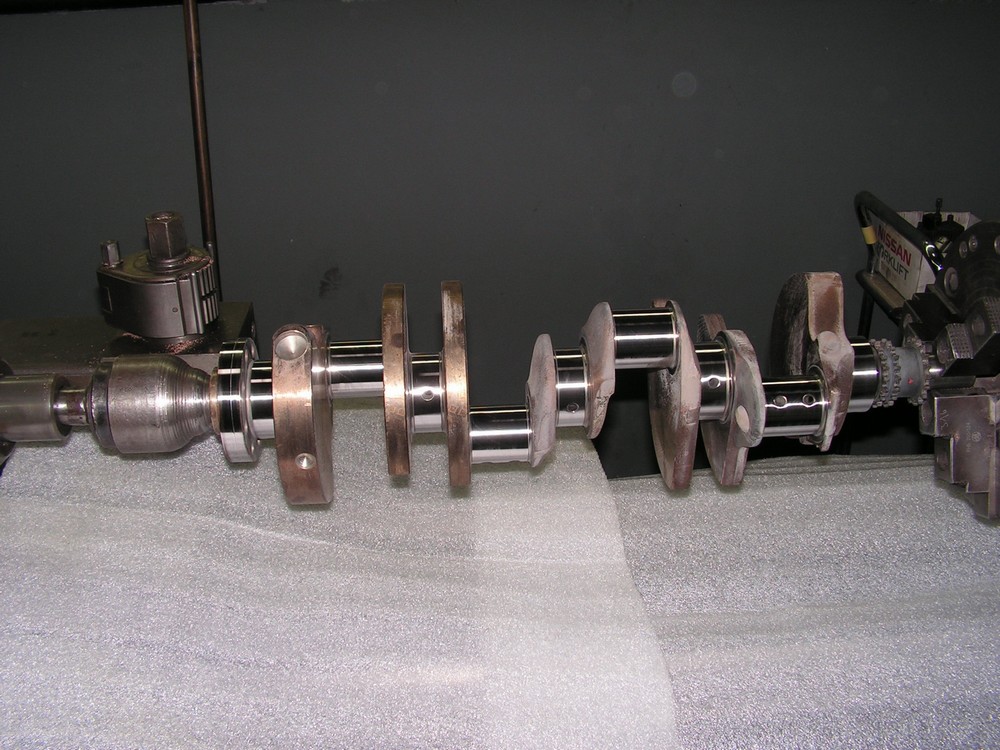
Warum werden die Zylinder eigentlich spezial-poliert "silizium-geläppt"? "Copy Right Wikipedia" Mercedes verwendete erstmalig seit 1978 bei den V8 500er Blöcken keine Zylinderlaufbuchsen mehr, sondern fertigte den Motorblock aus einer "übereutektischen" Aluminium-Silizium-Legierung. Es bilden sich dabei in den Zylindern größere Silizium-Kristalle in einer Matrix aus feinen Aluminium- und Silizium-Kristallen. Durch elektrolytische Behandlung der Zylinderlaufflächen wird die Matrix abgetragen, und die 0,02 bis 0,05 mm großen Silizium-Kristalle stehen etwas heraus und ergeben eine verschleißfeste Lauffläche für die Kolben und Kolbenringe. Es werden also bei diesem Spezial-Polieren Und Siliziumläppen die Silizium-Kristalle freigelegt. Im Rahmen des Mercedes-Benz-Energiekonzepts wurden die Motoren im Jahr 1981 mit dem Ziel eines geringeren Benzinverbrauchs umfangreich überarbeitet. Die Kurbelwelle Beim Ausbau der Kurbelwelle wurde festgestellt dass ein Hauptlager nicht mehr im besten Zustand war und auch 2 Pleuellager waren nicht mehr die Besten. Laut Aussage des Werkstattinhabers hätte in den nächsten 20.000 Km wahrscheinlich das Hauptlager den Geist aufgeben oder vielleicht auch eines der Pleuellager. OK, war ja eh geplant die Hauptlager und Pleuellager zu erneuern. Jetzt muss man nur noch mal schauen was die Ursache für den schlechten Zustand der Haupt- und Pleuellager sein könnte, ob normaler Verschleiss oder ein Problem mit der Ölversorgung......schaun mer mal.....Um eventuellen Ölversorgungsproblemen vorzubeugen wird die Ölpumpe wahrscheinlich erneuert. Die Kurbelwelle wird gereinigt und auf der Maschine poliert.
Es werden nur neue Teile für die Motorrevison verwendet.
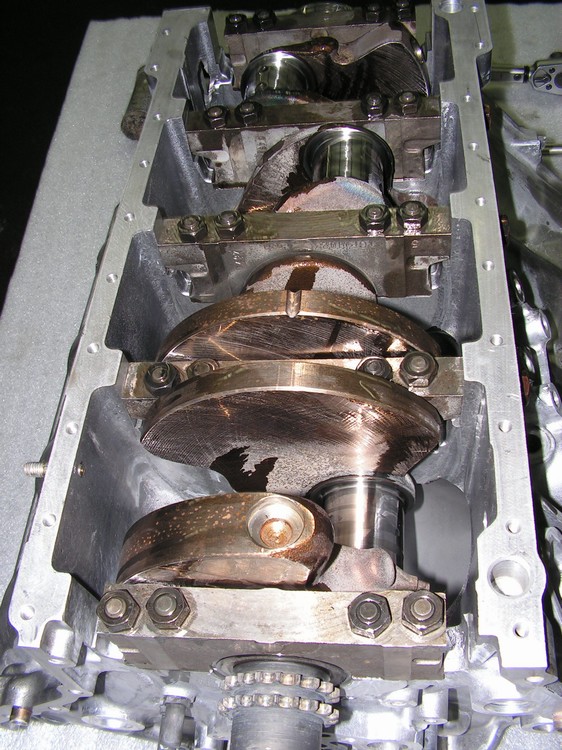
8 Stück neue K&S Kolben mit neuen Kolbenringen und neuen Bolzen, neue Haupt- und Pleuellager von Glyko, Vollsatz Dichtungen von Elring, komplett neuer Steuerkettensatz inklusive aller Gleit- und Druckschienen, neuer Kettenspanner, neue Kurbelwellendichtringe vorn und hinten, neue WaPu. Hier ist die Kurbelwelle wieder eingebaut. Neue Gleitlager von Glyko für Kurbelwellenlager.
Die Kolben Ein komplett neuer Satz K&S Kolben für die 2. Reparaturstufe (2. und letztes Übermaß) 97,48 mm, inklusive Ringe und Bolzen, war im Internet nach einigen Recherchen schnell gefunden und zu einem relativ guten Preis gekauft.
Einige werden jetzt sicher sagen 97,50 mm, mh, das ist ja das letzte Übermaß, danach geht nur noch ein neuer Block mit neuen Kolben. So denke ich auch, aber der jetzige Motor hat in 29 Jahren 238.000 Km auf der Uhr. Wenn ich also in den nächsten Jahren ca. 5.000 Km p/Anno fahre und davon ausgehe dass der neu überholte Motor wieder 250.000 Km problemlos läuft, ja dann habe ich noch 50 Jahre zu fahren und dann bin ich stolze 118, mh, who gives a fuck! Also wird der AluSil-Block jetzt auf 97,50 mm plus Toleranzen gehont, poliert und "silizium-geläppt" und bekommt dann 8 neue K&S Kolben 97,50 mm (97,48 SP=0,02). Das ganze treibt natürlich die Kosten höher......aber mit Hinblick auf ein dann "fast neues" Triebwerk ist das OK.......na ja ich werde es überleben - die nächste Rentenerhöhung kommt bestimmt. Die jetzigen 96,48er Kolben sehen absolut OK aus. Die Kolbenringe habe ich entfernt und die Kolben per Trockeneisstrahlen gereinigt und grob vermessen, keine grossartigen messbaren Verschleißerscheinungen. Ich habe sie mit neuen Kolbenringen eingelagert - man weiss ja nie wer die noch mal gebrauchen kann. Einziehen der neuen K&S Kolben Die Pleuelstangen wurden vorher vermessen, waren alle im Toleranzbereich, keine musste gewinkeltwerden. Neue Gleitlager von Glyko für Pleuelager.
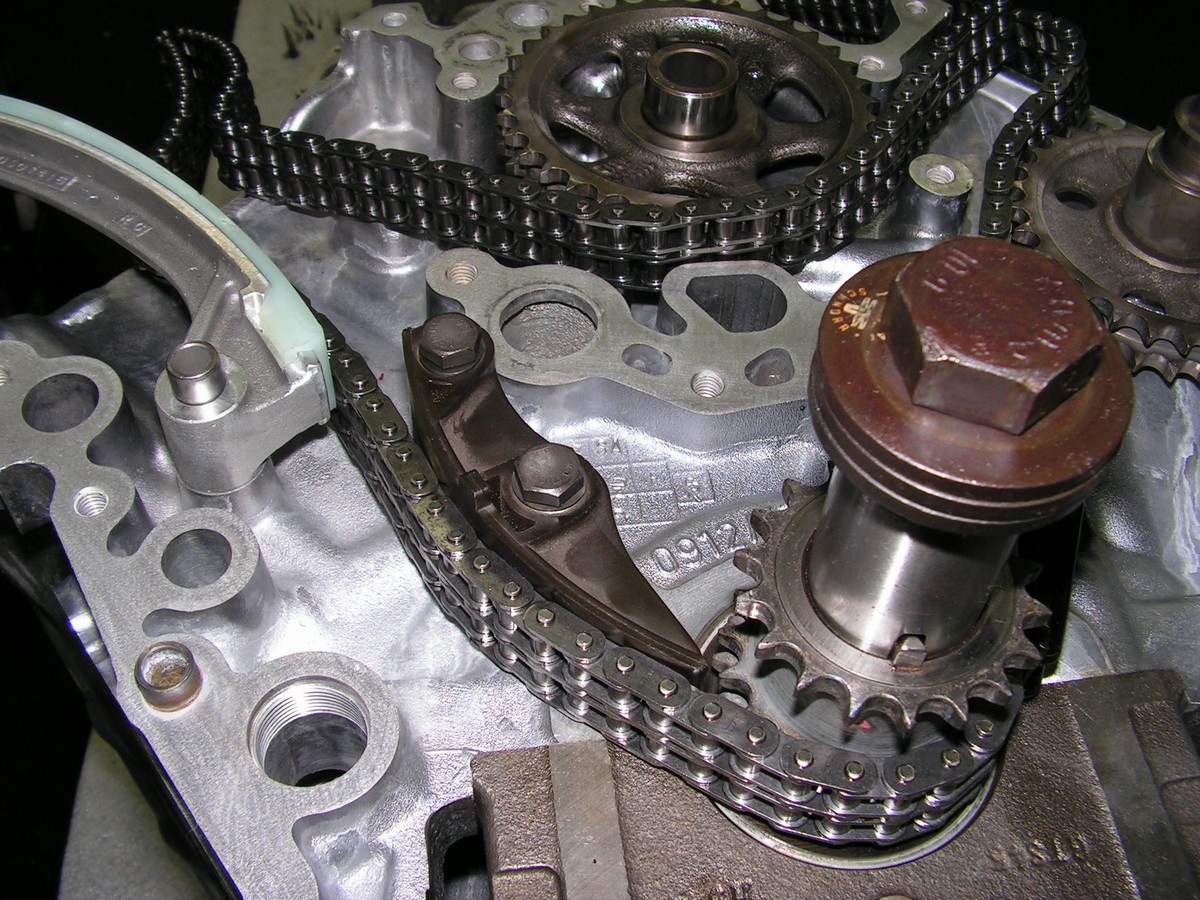
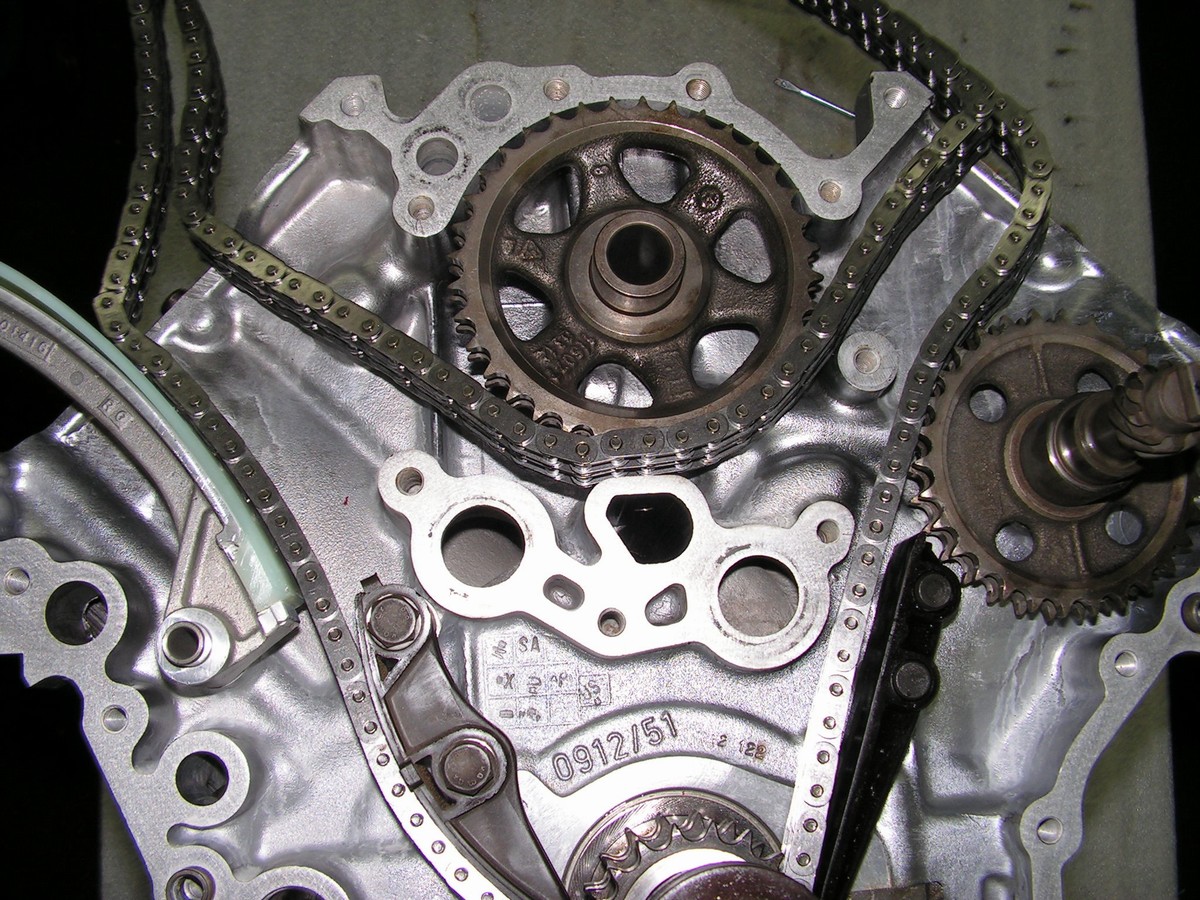
Neuer Steuerkettensatz mit neuen Gleit- und Druckschienen und neuem Kettenspanner und neue Wellendichtringe vorne und hinten.
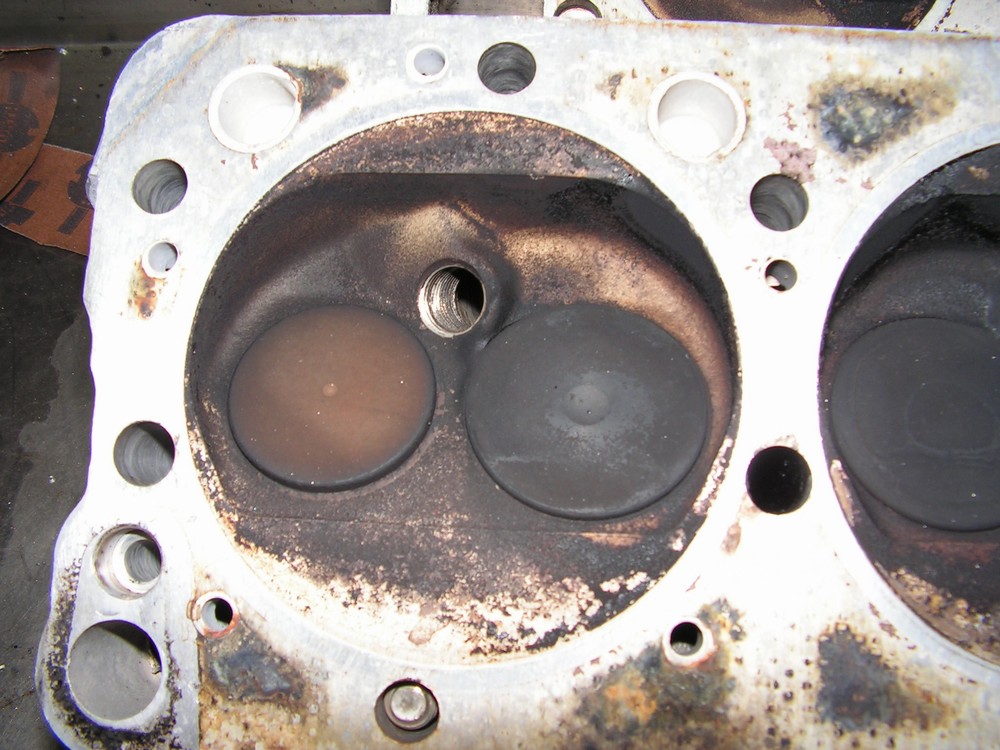
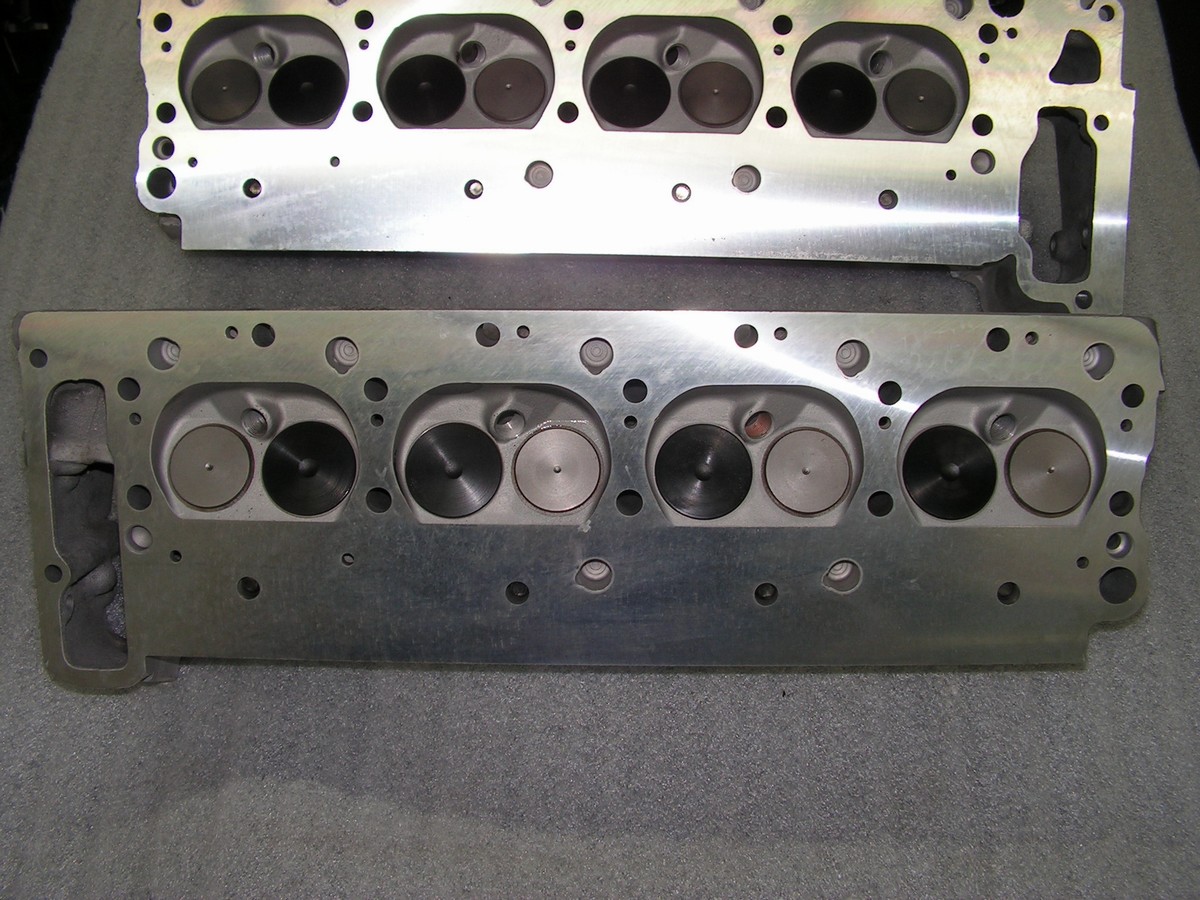
Die Zylinderköpfe Zerlegen, überholen und Zusammenbau der Zylinderköpfe.
Die Zylinderköpfe wurden zerlegt und alle Teile im Maschinenbad gereinigt. Die Ventilführungen wurden auf Ventilspiel überprüft, in beiden Zyl-Köpfen hatte keine der 8 Ventilführungen fühlbares Spiel, keine der Führungen wurde erneuert. Die beiden Schrägköpfe würden geplant, alle 16 Ventilsitze wurden neu gefräst und alle 16 Ventilschaftdichtungen wurden erneuert. Alle Federn, aussen und innen waren ok und auch die Halbkegel waren OK. Beide Köpfe wurden nach Vorgabe wieder zusammengebaut und montiert. Ventile, Federn und Halbkegel wurden wieder da eingebaut wo sie vorher auch waren.
Zerlegen, reinigen und überprüfen der Nockenwellen, NW-Lager, Hydro's, Kipphebel und Einstellunterlagen. Beide Nockenwellen hatten keine Verschleißspuren sowie auch die Kipphebel nicht, schon bemerkenswert - aber ist so. Die Hydro's wurden nach der Hammerstielmethode überprüft und alle als gut befunden sowie auch die Einstellunterlagen. Hydro's und Einstellunterlagen wurden wieder da eingebaut wo sie vorher auch waren.
Fazit: Ich sehe mich jetzt in der meiner Entscheidung den Motor überholen zu lassen schon bestätigt.
|